橡膠厚制品硫化溫度與硫化時間
導讀:
一����、硫化溫度和硫化時間 大型制品往往難以確定正確的硫化溫度和硫化時間。一般來說,用按級硫化至正硫化來表示硫化時間是可靠的��。例如在硫化6毫米厚的試片時,每增加1毫米厚,就要延長約
一���、硫化溫度和硫化時間
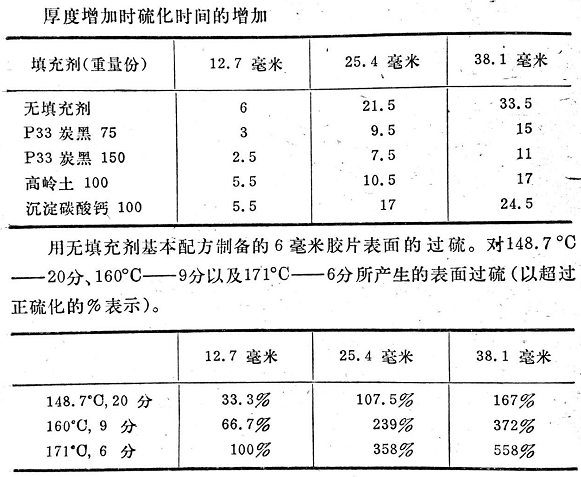
大型制品往往難以確定正確的硫化溫度和硫化時間���。一般來說,用按級硫化至正硫化來表示硫化時間是可靠的。例如在硫化6毫米厚的試片時,每增加1毫米厚,就要延長約1分鐘(與硫化溫度無關)才能全部硫化�。硫化時間的延長是由于橡膠的導熱性能不良所致。這就會引起硫化膠表面過硫,而過硫的程度則取決于硫化溫度�����。當制品內(nèi)部仍然欠硫或恰好正硫時,表面可能已經(jīng)過硫����。表2可以說明這種關系����。
例如,6毫米厚無填充劑膠片的正硫化是148.7°C--20分�����、160℃—9分�、171°℃—6分鐘,當厚度增加至12.7毫米、25.4毫米及38.1毫米時,硫化時間分別需要延長6分����、21.5分和33.5分鐘。由于硫化時間增加,超過正硫化而產(chǎn)生表面過硫的情況就因硫化溫度而異��。當在148.7℃—20分鐘的情況下增加6分鐘時(127毫米厚的試片),過硫度為33.3%,160℃—9分鐘的硫化增加同樣時間,過硫度增至66.7%����。而試片在171℃—6分鐘正硫化后又增加6分鐘則過硫度為100%。
38.1毫米厚的大斷面制品過硫現(xiàn)象尤為顯著�。使148.7℃——20分鐘的硫化(即上述6毫米厚時的正硫化)增加33.5分鐘,便等于過硫167%。而同樣的35.5分鐘,如果加于6毫米厚的試片171°℃下6分鐘的正硫化點上,則在這樣的溫度下過硫程度竟達558%�����。這時,除非硫化膠硫化平坦非常寬,并對老化加以有效防護,否則,制品的性能將遭受嚴重損害。上述延長比例的計算是根據(jù)一個簡單的假設進行的,就是假定熱傳導亦即增加的時間基本上與溫度無關�����。實際上,當溫度升高時導熱性也增加�����。因此,真正增加的時間要比這里說的短一些���。

從以上研究得出的結論是厚斷面制品必須在比較低的溫度下進行硫化。相應增加的硫化時間可用硫化計算尺進行計算��。要有相當經(jīng)驗并且往往只有通過硫化試驗及硫化膠性能的鑒定以后方能確定最佳硫化溫度和硫化時間����。而確定整個硫化程度則可用測量邵氏硬度、測定游離硫或用T-50試驗等方法進行之����。
當然,模型大小、平板類型�����、模型材料以及一些其他因素對硫化時間和硫化溫度也有很大影響。模型越高,就越需要對熱損失加以有效的防護���。特大的模型制品,一般是在罐式硫化機內(nèi)進行硫化��。在該硫化機中,間接加熱的加熱板周圍是硫化罐,而硫化罐又用蒸汽另外加熱���。通常看到,這種硫化機的溫度由內(nèi)向外有下降的情況,這有時會引起不規(guī)則硫化鋁模傳熱比鋼模好,可使硫化作用加強,因而特別影響硫化起步����。
大型制品的硫化必須盡量均勻。因為即使在制品內(nèi)部局部范圍欠硫,當受到重型動態(tài)應力時也會導致顯著生熱,而使制品從內(nèi)部損壞���。例如,欠硫的機器膠墊盡管用了很久,而裝在上面的機器也會下沉��。根據(jù)彈性常數(shù)的測定,可以給膠墊找到不致?lián)p壞的硫化程度�。
可用下列方法使整個厚制品硫化均勻:
(a)分段增加模壓溫度�。
(b)用含不同促進劑的膠料成型制品。
(c)未硫化制品在中等溫度的硫化罐中預熱�����。
(d)采用高頻預熱。
方法(a)和(c)無須特殊技術,高頻預熱目前是相當重要的,由于存在很多問題,需要單獨討論���。分段升溫的蒸汽硫化是蒸汽硫化常用的一個方法��。在實際使用中,方法(b)是比較浪費的��。
厚制品硫化的一個重要原則是采用硫化速度比較慢的促進劑,或者采用硫化平坦特別寬的促進劑。
曾經(jīng)說過,硫化溫度可以影響硫化膠的機械性能��。其關系如表2所示��。
當制品的機械性能要求特別嚴格時,為保險起見,只能采用低溫長時間硫化����。
二、開模裂傷
大型制品硫化后常在卸開線處出現(xiàn)所謂“開模裂傷”,使產(chǎn)品銷路大為減少���。至今還不能充分說明裂傷的原因��。根據(jù)最可能的原理,裂傷產(chǎn)生的原因如下:由于硫化反應放熱,膠料內(nèi)部溫度上升并超過硫化溫度,致使模內(nèi)產(chǎn)生過剩壓力,這壓力在硫化期間使模型在卸開線處稍稍張開,有些膠料一比正常膠邊大,有時已經(jīng)部分硫化一跑到兩個半模之間�����。經(jīng)過一段時間之后,模型內(nèi)部壓力下降,外壓又使模型緊緊合閉,但原來被擠出的膠料仍然留在兩個半模之間��。這種情況就容易引起“開模裂傷”���。
次品的產(chǎn)生在一定程度上可通過降低模型內(nèi)部過剩壓力亦即降低硫化溫度的方法防止��。也可采用減少模型中膠料重量����、避免使用揮發(fā)性配合劑��、延長流動時間等方法予以防止���。改變模型壓力也能獲得一定的效果:硫化開始加高壓,當膠邊已經(jīng)形成后,再用低壓硫化�����。這樣可以防止兩個半模緊緊拉住膠邊使其撕裂���。另外,膠料預熱(如高頻交流器預熱)也能大大減少開模裂傷。
最后,也可從模型設計上減少這種次品,把上模設計成類似一個柱塞的形狀,使得模型稍稍張開時,膠料擠不進??谥腥?從而杜絕裂傷。
標簽:
